
玻璃瓶的成型工艺知多少?
2022 - 01 - 06
在人类的发展中,玻璃已经有很长的历史。对于我们来说,玻璃是最不可思议和最有用的材料之一,它已经被使用到人类的每一个领域。同时,我们也知道,玻璃是一种人造材料。空心玻璃可以应用到很多不同的领域,我们将其分成三类:I类,II类,III类。

玻璃类型是根据玻璃成分和内表面处理的不同来区分
他们的不同是由于采用了不同的玻璃成分系统。I类玻璃是硼硅酸盐玻璃, II类和III类是钠钙硅酸盐玻璃。至于II类和III类,II类主要是在III类的基础上,通过SO3或者NH4SO4粉末对瓶内表面进行了脱碱处理。(注:脱碱处理的目的主要是改善玻璃瓶的耐水性,以适用于装中性到弱碱性的注射液),对于化妆品玻璃包装,使用的主要是III类玻璃,这是考虑到化妆品内盛物对玻璃的侵蚀较少。
一、钠钙玻璃原材料构成
玻璃的主要原材料有砂,纯碱,方解石,长石, 这些占据了玻璃原材料中98%以上。而其他的小料还包括有澄清剂、着色剂、脱色剂等等。另外, 感谢于玻璃的强大能力, 我们为了循环使用玻璃,减少能耗,也将碎玻璃作为我们其中一种主要的原材料(一般范围在0%-50%, 有时甚至100%, )。这也是为什么我们说玻璃是一种对环境友好的材料。我们可以从下表中清晰看到每种原材料的功能。
一、钠钙玻璃原材料构成
玻璃的主要原材料有砂,纯碱,方解石,长石, 这些占据了玻璃原材料中98%以上。而其他的小料还包括有澄清剂、着色剂、脱色剂等等。另外, 感谢于玻璃的强大能力, 我们为了循环使用玻璃,减少能耗,也将碎玻璃作为我们其中一种主要的原材料(一般范围在0%-50%, 有时甚至100%, )。这也是为什么我们说玻璃是一种对环境友好的材料。我们可以从下表中清晰看到每种原材料的功能。
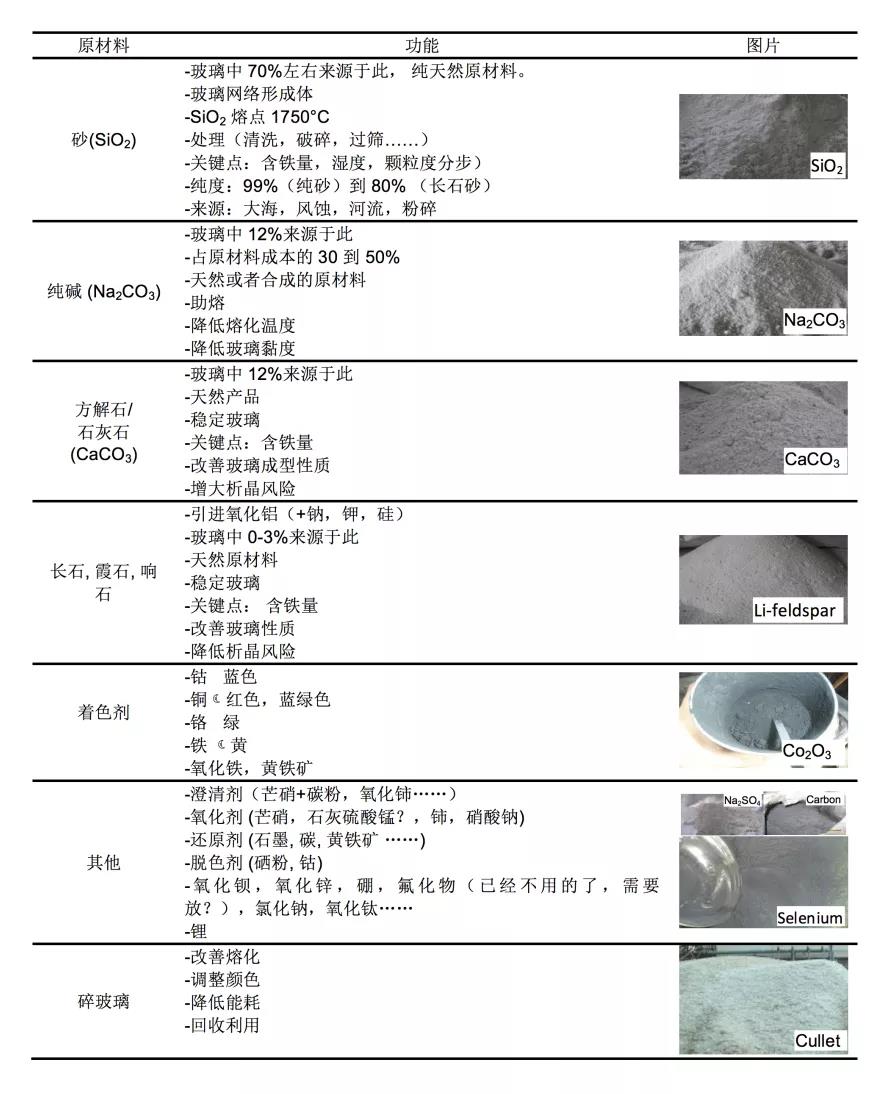
原材料的主要功能和其在玻璃熔化中的作用
二、钠钙玻璃熔化工艺
1、配合料制备
配料房是在混合料进入窑炉前,将玻璃原材料根据要求放置在不同的料仓。该工艺步骤如图所示:
1、配合料制备
配料房是在混合料进入窑炉前,将玻璃原材料根据要求放置在不同的料仓。该工艺步骤如图所示:
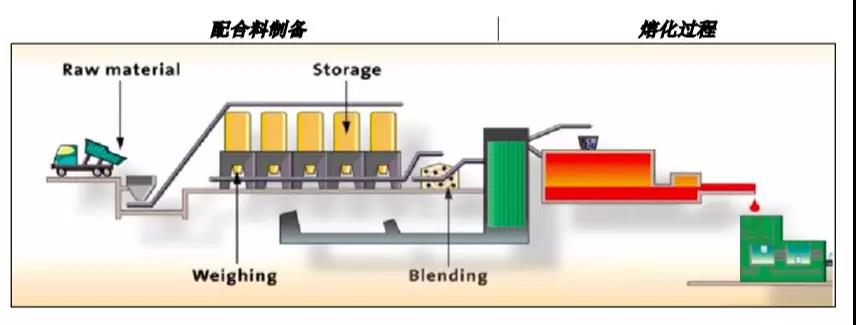
熔化过程
步骤 1:通过火车或者卡车将原材料运到玻璃配料房,通过目视检测和样品检测去确保尺寸和成分符合。
步骤2:原材料料被放置到各自的卸货点,然后通过升降机传送到配料房,最后运送到各自的料仓。
步骤3:在进入窑炉前,原材料通过各自料仓下的电子称,按批次和配比配料
步骤4:通常情况下,每次称量一种原材料,同时批次要准确。
步骤5: 称的灵敏度是日常监视的,同时每个星期也都会校准,以此来确保精确度。
步骤6: 一旦称量完成,原材料就会被输送到混合机。
步骤7: 在某些工厂,碎玻璃是在混合后才加入,目的是最小化碎玻璃对混合机的磨损。
步骤8: 混合后的混合料,会被通过水平皮带或者单轨电车运输到窑炉。
步骤9: 为了减少传输过程中的粉尘、分层和飞料,常常在搅拌前会加入适当水分
步骤10: 湿料增强了窑炉中的配料控制,这对于有效熔化是非常有利的。
2、熔化过程
混合料是通过加料机持续的加入到窑炉中去的。
-~100°C :混合料干燥 (~湿度约在4%)
-~700°C :碳酸盐间的固相反应
从 800°C开始:碳酸盐的消除和与二氧化硅间的反应(大概占重量的16%)
从850°C开始:通过碳对硫酸盐和氧化铁进行还原反应
从 1200°C开始, 澄清同时伴随着二氧化硅的溶扩
在钠钙硅玻璃容器行业中,主要有两种窑炉,马蹄焰炉和横火焰炉。下图展示了马蹄焰蓄热室窑炉的结构
步骤2:原材料料被放置到各自的卸货点,然后通过升降机传送到配料房,最后运送到各自的料仓。
步骤3:在进入窑炉前,原材料通过各自料仓下的电子称,按批次和配比配料
步骤4:通常情况下,每次称量一种原材料,同时批次要准确。
步骤5: 称的灵敏度是日常监视的,同时每个星期也都会校准,以此来确保精确度。
步骤6: 一旦称量完成,原材料就会被输送到混合机。
步骤7: 在某些工厂,碎玻璃是在混合后才加入,目的是最小化碎玻璃对混合机的磨损。
步骤8: 混合后的混合料,会被通过水平皮带或者单轨电车运输到窑炉。
步骤9: 为了减少传输过程中的粉尘、分层和飞料,常常在搅拌前会加入适当水分
步骤10: 湿料增强了窑炉中的配料控制,这对于有效熔化是非常有利的。
2、熔化过程
混合料是通过加料机持续的加入到窑炉中去的。
-~100°C :混合料干燥 (~湿度约在4%)
-~700°C :碳酸盐间的固相反应
从 800°C开始:碳酸盐的消除和与二氧化硅间的反应(大概占重量的16%)
从850°C开始:通过碳对硫酸盐和氧化铁进行还原反应
从 1200°C开始, 澄清同时伴随着二氧化硅的溶扩
在钠钙硅玻璃容器行业中,主要有两种窑炉,马蹄焰炉和横火焰炉。下图展示了马蹄焰蓄热室窑炉的结构

马蹄焰炉
这种窑炉有两个小炉,并肩处于窑炉的后墙,而蓄热室则位于窑炉的后面。每个小炉装备有2-4支加热枪,这些加热枪根据窑炉尺寸的不同,可以使用不同燃料,像重油、天燃气。火焰从一侧的小炉出来,然后180°拐弯,从另外一个小炉出去。火焰和废气走过的路线就像一个水平的“U”。这种设计使到燃烧气体在窑炉中有一个相对较长的停留时间,从而节省了能源。
该款窑炉同时装备了助燃空气预热系统,该系统就是我们常说的蓄热室。蓄热室使得我们能够重新使用燃烧后的废气的热能。两个蓄热室中的一个,吸取燃烧废气中(大概1300℃)的热量,从而加热蓄热室内的格子体耐火材料。而助燃空气则通另外一个蓄热室进入窑炉。经过一定的时间后,助燃空气和燃烧废气的流动会换向。助燃空气流经刚被废气加热的蓄热室进入窑炉,储存在格子体中的热量就会传递到助燃空气中,对空气进行加热。通过耐火材料这样的热交换,能量就能保存和重复利用。
3、用于将熔化好的玻璃输送到成型机器的供料道
一般情况下,对于容器玻璃成型来说,从窑炉出来的玻璃的温度太高。所以熔化好的玻璃首先流进耐火材料流道,也就是我们所说的供料道(见下图),供料道的作用是将玻璃冷却到工作温度,同时使冷却后的玻璃温度均匀。
该款窑炉同时装备了助燃空气预热系统,该系统就是我们常说的蓄热室。蓄热室使得我们能够重新使用燃烧后的废气的热能。两个蓄热室中的一个,吸取燃烧废气中(大概1300℃)的热量,从而加热蓄热室内的格子体耐火材料。而助燃空气则通另外一个蓄热室进入窑炉。经过一定的时间后,助燃空气和燃烧废气的流动会换向。助燃空气流经刚被废气加热的蓄热室进入窑炉,储存在格子体中的热量就会传递到助燃空气中,对空气进行加热。通过耐火材料这样的热交换,能量就能保存和重复利用。
3、用于将熔化好的玻璃输送到成型机器的供料道
一般情况下,对于容器玻璃成型来说,从窑炉出来的玻璃的温度太高。所以熔化好的玻璃首先流进耐火材料流道,也就是我们所说的供料道(见下图),供料道的作用是将玻璃冷却到工作温度,同时使冷却后的玻璃温度均匀。

供料道的其中一种设计样式
在供料道内,热均匀性良好的玻璃将会被剪刀系统剪成料滴,然后进入成型机器,最终成型为瓶状玻璃。
三、成型工艺
玻璃瓶罐的成型过程是指一系列的动作组合(包括机械的,电控的等),在给定的编程顺序重复进行,目标是制造一个具有预期的特定形状的瓶罐。目前玻璃瓶罐容器的生产有两个主要过程:窄小瓶口的吹吹法和和用于较大口径的瓶子和罐子使用的压吹法。
三、成型工艺
玻璃瓶罐的成型过程是指一系列的动作组合(包括机械的,电控的等),在给定的编程顺序重复进行,目标是制造一个具有预期的特定形状的瓶罐。目前玻璃瓶罐容器的生产有两个主要过程:窄小瓶口的吹吹法和和用于较大口径的瓶子和罐子使用的压吹法。
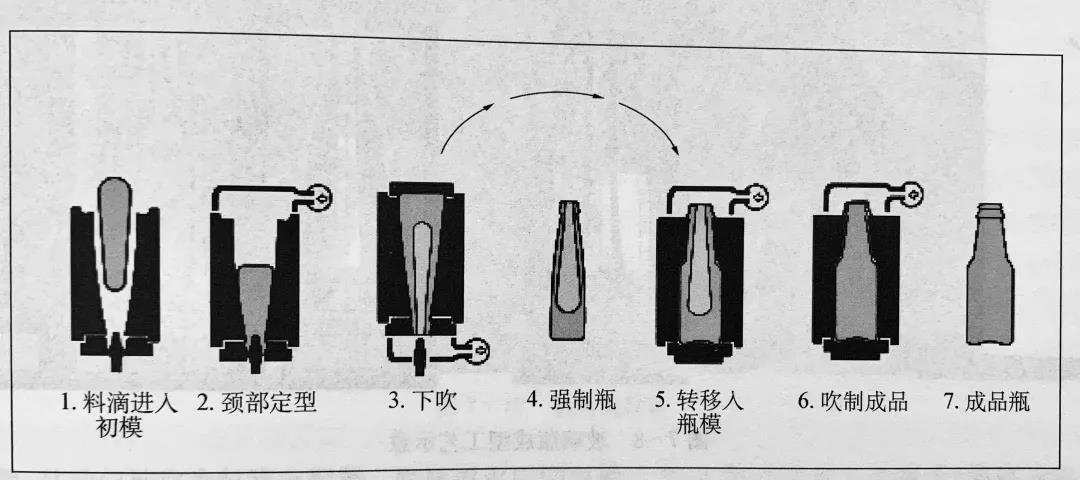
吹吹法
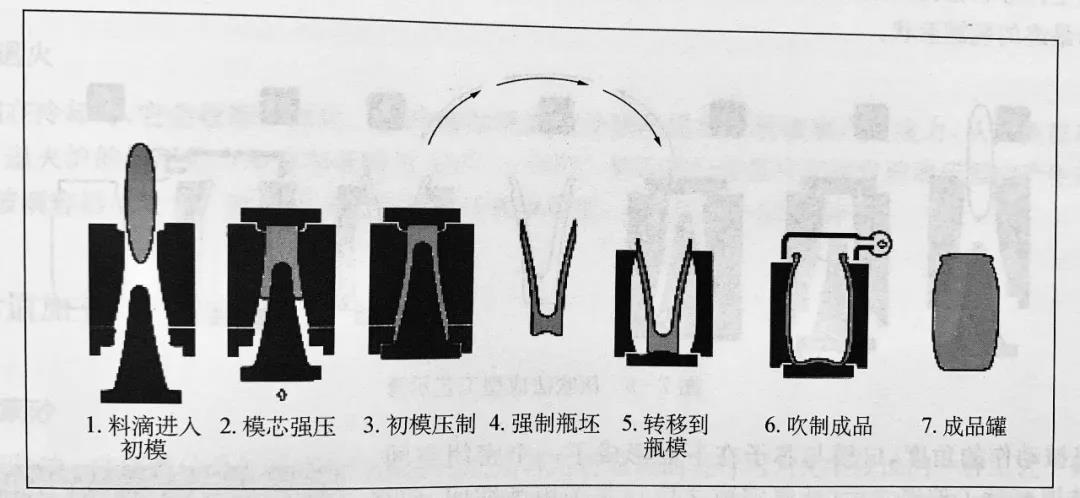
压吹法
在这两个成型工艺中,熔融态的玻璃液体,在其料温度(1,050-1,200℃),被剪切刀片切割从而形成圆柱体状的玻璃液滴,称为“料滴'。料滴的重量就足以生产一个瓶子。这两种工艺都是从剪切玻璃液开始,在重力作用下料滴下坠,并通过料槽和转向槽,进入到初模中,然后初模关紧,并由顶部的“闷头”进行密封。
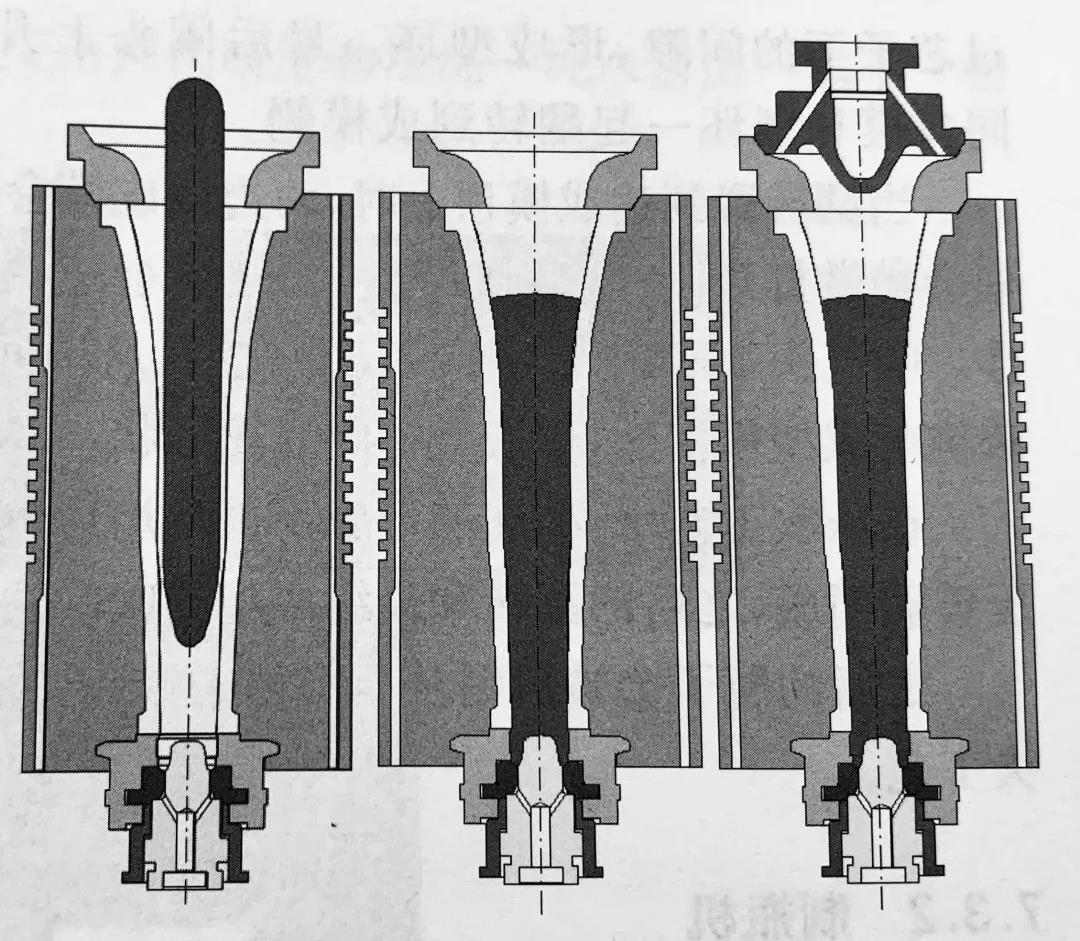
初模成型过程
在吹吹工艺过程中,玻璃首先被从闷头通过的压缩气推动下压,使得口模处的玻璃成型;然后芯子稍微下移,从芯子位置的间隙通过的压缩空气从下到上扩充挤压玻璃填充满初模。通过这样的玻璃吹制,玻璃会形成中空的预制形状,并在随后的过程中被压缩空气在第二阶段再次吹制以得到最终的形状。
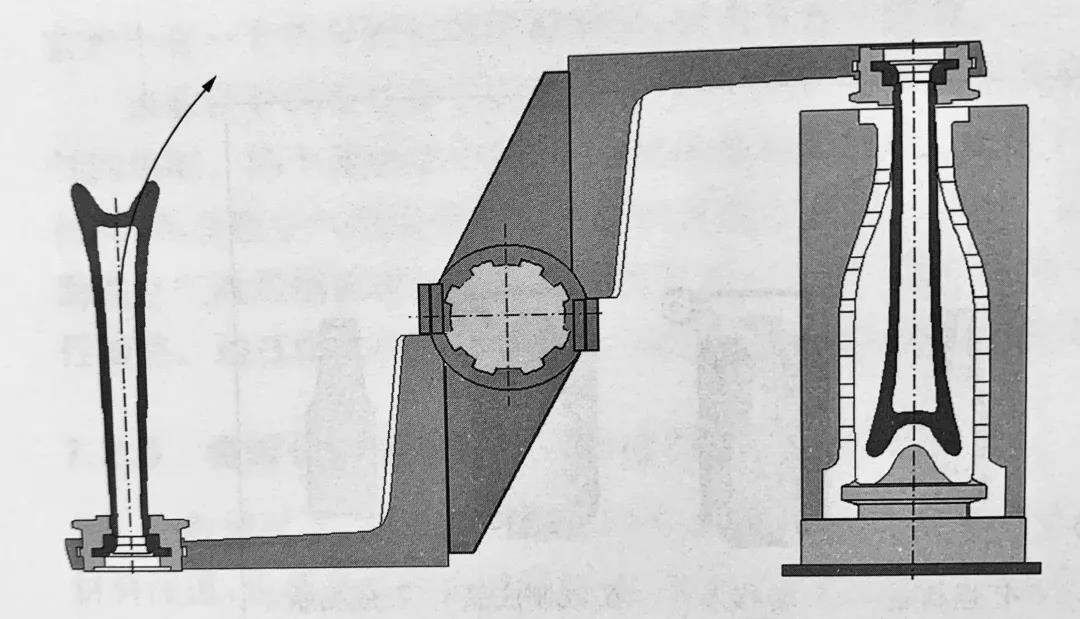

玻璃瓶成型工艺示意
玻璃瓶罐的生产在两个主要阶段内进行:在第一阶段形成口模模具所有的细节,完成瓶口包括内开口,但该玻璃制品的主体形状会比其最终尺寸小得多。这种半成型的玻璃制品被称为型坯,在下一个瞬间,它们将会被吹制成为最终的瓶罐形状。
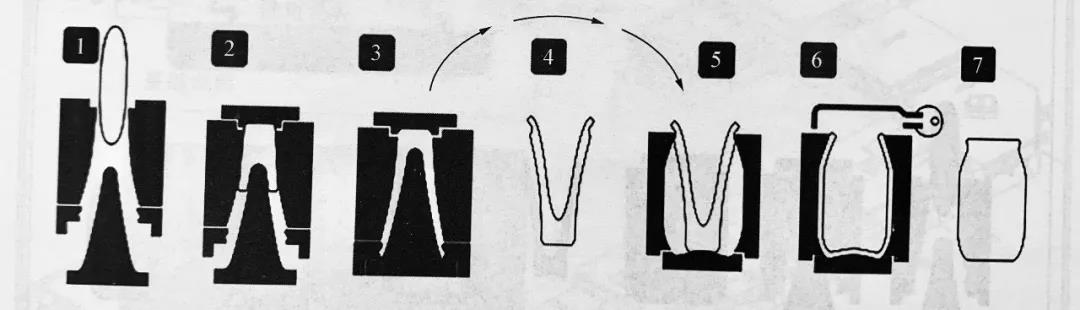
压吹法成型工艺示意
就机械动作的角度,口模与芯子在下面形成了一个密闭空间。在口模被填充满了玻璃之后(扑气完成之后),芯子稍微缩回,使得与芯子接触的玻璃稍微软化。然后从下往上的压缩气(倒吹气)通过芯子下的间隙,形成型坯。然后闷头上升,初模打开,翻转臂连同口模和型坯一起翻转到成模侧。
当翻转臂到达成模顶上时,两边的成模会关闭夹紧,包住型坯。口模会稍微打开,放开型坯;然后翻转臂会返回初模侧,等待下一轮动作。吹气头下降到成模顶部,压缩空气从中间灌入到型坯里面,挤压玻璃向成型模扩充,形成最终的瓶罐形状。
在压吹工艺中,型坯的形成不再是用压缩空气,而是通过一个较长的芯子在初模型腔的密闭空间内挤压玻璃而成。之后的翻转和最终成型与吹吹法一致。之后的瓶子会被钳瓶从成型模中钳出,放置到有自下而上的冷却风的停瓶板上,等待被拨瓶输送到退火工艺。
四、制瓶机
制瓶机是指能制作玻璃瓶罐的设备。一般来说,制瓶机包括了最基本的19个动作操作,以形成一个瓶子。目前大部分的制瓶机器和机构是由压缩空气驱动的(高压 4.2巴,低压 2.2巴)。该设备是由定时器系统的电子控制开协调的所有动作。
当翻转臂到达成模顶上时,两边的成模会关闭夹紧,包住型坯。口模会稍微打开,放开型坯;然后翻转臂会返回初模侧,等待下一轮动作。吹气头下降到成模顶部,压缩空气从中间灌入到型坯里面,挤压玻璃向成型模扩充,形成最终的瓶罐形状。
在压吹工艺中,型坯的形成不再是用压缩空气,而是通过一个较长的芯子在初模型腔的密闭空间内挤压玻璃而成。之后的翻转和最终成型与吹吹法一致。之后的瓶子会被钳瓶从成型模中钳出,放置到有自下而上的冷却风的停瓶板上,等待被拨瓶输送到退火工艺。
四、制瓶机
制瓶机是指能制作玻璃瓶罐的设备。一般来说,制瓶机包括了最基本的19个动作操作,以形成一个瓶子。目前大部分的制瓶机器和机构是由压缩空气驱动的(高压 4.2巴,低压 2.2巴)。该设备是由定时器系统的电子控制开协调的所有动作。

制瓶机设备
最广泛使用的制瓶机是单独组别制瓶机(IS机)。此机具有2-20相同的组别,其中每一组都包含一组完整的机构,满足瓶罐生产的需要。所有的组别的料滴都是通过移动勺送入每个组,移动勺称为料滴分配器。制瓶机可以同时做一个,两个,三个或四个瓶子(简称为单,双,三和四滴料)。时至今天甚至6滴料的制瓶机被研发成功投入生产。在多料滴的情况下,剪刀同时切割料滴,并且在同一时间落入初模中。
五、退火
玻璃在冷却时,它会收缩并固化。不均衡的降温和快速降温导致玻璃产生应力,从而使玻璃脆弱或者爆炸。退火炉的作用是加热玻璃瓶罐至大约580℃,然后进行缓慢冷却来使得玻璃成型中产生的应力消除,保证玻璃容器的安全。这个退火过程取决于玻璃厚度,一般在20 - 60分钟的时间内。
五、退火
玻璃在冷却时,它会收缩并固化。不均衡的降温和快速降温导致玻璃产生应力,从而使玻璃脆弱或者爆炸。退火炉的作用是加热玻璃瓶罐至大约580℃,然后进行缓慢冷却来使得玻璃成型中产生的应力消除,保证玻璃容器的安全。这个退火过程取决于玻璃厚度,一般在20 - 60分钟的时间内。

